在制造業競爭日趨激烈、可持續發展理念深入人心的今天,如何將‘用盡每一滴資源’的理念融入生產實踐,成為衡量企業核心競爭力的關鍵。我們有幸走進廣汽本田第三工廠,近距離探訪這座以‘智能、綠色、高效’著稱的現代化制造基地,并就其背后的技術體系進行深入咨詢。
一、 印象:秩序與靜謐中的高效脈動
步入廣汽本田第三工廠,首先感受到的并非傳統印象中機器轟鳴、繁忙喧囂的流水線場景,而是一種井然有序、近乎靜謐的和諧氛圍。高度自動化的焊接生產線由機械臂精準舞動,AGV無人搬運小車沿著既定路線無聲穿梭,將零部件準時送達工位。這種秩序感,正是工廠實現資源高效利用的直觀體現——通過精密的數字化調度,最大限度地減少了等待、搬運和庫存的浪費。
二、 核心:貫穿全流程的“資源精用”哲學
在隨后的技術咨詢與講解中,工廠‘用盡每一滴資源’的體系化實踐清晰呈現:
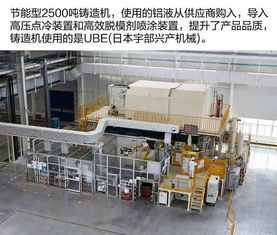
- 生產環節的“零浪費”設計:工廠全面導入本田全球先進的SPORT(Smart Production System)生產線,其核心在于通過高度柔性化和智能化,實現小批量、多品種的混流生產,精準匹配市場需求,避免過量生產。沖壓車間采用伺服壓力機,能耗比傳統機械壓力機降低約30%;涂裝車間應用了業內領先的水性涂料及3C1B(三涂一烘)工藝,大幅減少能耗與VOCs排放。
- 能源與資源的循環利用:工廠是一座大型的“資源循環體”。參觀中特別注意到,工廠屋頂大面積鋪設了太陽能光伏板,年發電量可觀,用于補充廠區日常用電。生產過程中的中水回用率極高,實現了廢水“零排放”。甚至連沖壓環節產生的鋼材廢料,也被嚴格分類、百分百回收再利用。
- 智能化與數字化賦能:通過覆蓋全廠的物聯網和制造執行系統(MES),每一個零部件、每一臺車、每一臺設備的實時狀態都被精準捕捉與分析。系統能動態優化生產節拍、設備維護周期和能源消耗,如同一個智慧大腦,確保每一度電、每一分鐘人力、每一份物料都用在刀刃上。
三、 咨詢聚焦:技術細節與未來展望
在技術咨詢環節,我們與工廠工程師就幾個關鍵點進行了深入探討:
- 如何平衡自動化與人的價值? 工程師指出,工廠推崇“人機協同”,自動化替代重復性勞動,而工人則更多轉向設備維護、工藝優化和質量監控等創造性工作,實現人力資源的“提質”利用。
- 供應鏈如何協同實現資源最優? 工廠通過數字平臺與核心供應商深度聯動,推行零部件準時化(JIT)配送和排序供應,將庫存壓至極限,讓整個供應鏈的“血液”高速且低耗地流動。
- 面對電動化轉型,工廠有何準備? 第三工廠在設計之初就預留了充分的柔性化能力,生產線能夠在不影響現有燃油車生產的前提下,快速兼容混合動力及未來純電動車型的生產,體現了在戰略層面對未來制造資源的長期規劃和保護。
四、 超越工廠的啟示
廣汽本田第三工廠的參觀,不僅是一次對先進制造技術的觀摩,更是一場關于資源效率的深刻教育。它生動詮釋了“用盡每一滴資源”并非一句口號,而是融入從工廠設計、技術選型、生產運營到供應鏈管理的每一個細節中的嚴謹哲學。在這里,效率與環保并行不悖,科技與人文相得益彰。這或許為所有追求可持續發展的制造業企業提供了一個可資借鑒的范本:真正的智能制造,其終點不僅是更高的產量與利潤,更是對資源的一份極致尊重與責任擔當。